Большая Советская Энциклопедия
(БСЭ)
|
|
|
|
источник статьи: Большая Советская Энциклопедия (БСЭ) |
|
Сверло, режущий инструмент для получения отверстия сверлением или увеличения его диаметра при рассверливании. В металлообработке различают С. по конструкции и назначению: винтовые (спиральные) универсальные; для получения глубоких отверстий (одно- и двухстороннего резания); центровочные (для обработки центровых отверстий). Наиболее распространённое винтовое С. представляет собой стержень (рис. 1) с рабочей частью, имеющей режущие элементы — главные режущие кромки, вспомогательные режущие кромки (кромки-ленточки) и поперечную кромку, и хвостовиком, которым С. крепится в шпинделе станка, патроне или сверлильной головке. Рабочая часть выполняется с равномерной обратной конусностью — 0,03—0,12 мм на 100 мм длины С. Изготовляют также С. специальных конструкций — без поперечной кромки, с особой заточкой, со стружкоразделительными канавками. Стандартные винтовые С. имеют диаметр от 0,25 до 80 мм. В зависимости от свойств обрабатываемого материала, режима резания и материала режущей части С. применяют пять различных форм заточки режущей части (рис. 2). Основные нормируемые геометрические параметры винтовых С. (рис. 3): угол наклона винтовых канавок w, угол при вершине 2j, угол наклона поперечной кромки a, задний угол и, передний угол g. Для всего диапазона диаметров С. принимают w = 18—30°, 2j= 80—140°, y = 47—55°, a = 8—14°, tgg = tgw/sinj×dr/D, где dr — диаметр режущей части С. в точке, для которой определяется угол. Режущая часть С. изготовляется из быстрорежущих сталей и твёрдых сплавов или композитных материалов; хвостовики делают из сталей 45, 40Х (при режущей части из быстрорежущей стали) и сталей ХС, 40Х, 45Х (при режущей части из твёрдых сплавов или композитных материалов). Д. Л. Юдин. В деревообработке наряду со С. с конической заточкой применяют спиральные С. с направляющим центром и подрезателями, С. для кольцевого сверления, С. полые с выталкивателем и др. (рис. 4а, 4б, 4в). Наиболее распространены спиральные С. Для спиральных С. w = 22—30°, 2j при сверлении перпендикулярно волокнам древесины составляет 120°, при сверлении вдоль волокон — 60—80°, a = 20—30°. Для уменьшения усилий резания спиральных С. с направляющим центром и подрезателями высота подрезателей h принимается не более максимальной подачи. Обычно h = 0,8—2 мм, а высота направляющего центра — 3,5—8,5 мм. С. изготовляют из инструментальной стали Х6ВФ или из быстрорежущей стали Р6М5. Для сверления древесностружечных и древесноволокнистых плит, фанерованных щитов и др. древесных материалов используют С., оснащенные пластинками и коронками из твёрдых сплавов. В. С. Рыбалко.
Лит.: Грубе А. Э., Дереворежущие инструменты, 3 изд., М., 1971. См. также лит. при ст. Металлорежущий инструмент. 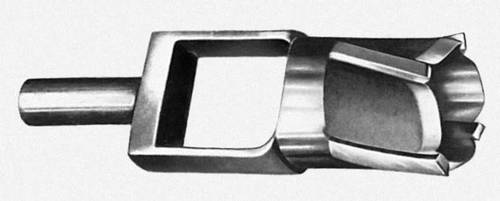 Рис. 4в. Сверло для кольцевого сверления для обработки древесины и древесных материалов. 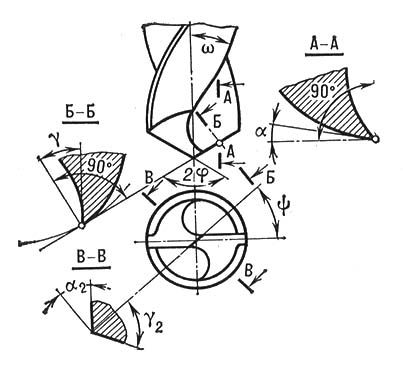 Рис. 3. Углы винтового сверла по металлу.  Рис. 4б. Сверло цилиндрическое полое с выталкивателем (для высверливания пробок) для обработки древесины и древесных материалов. 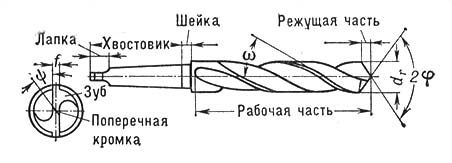 Рис. 1. Винтовое сверло по металлу. 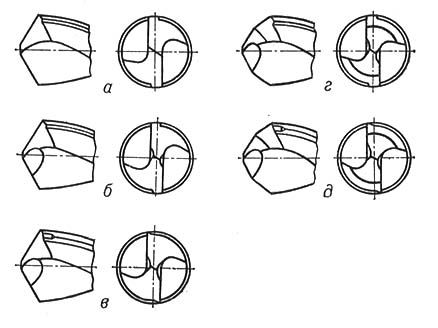 Рис. 2. Формы заточки сверла по металлу: а — одинарная или нормальная; б — одинарная с подточкой поперечной кромки; в — одинарная с подточкой поперечной кромки и ленточки; г — двойная с подточкой поперечной кромки; д — двойная с подточкой поперечной кромки и ленточки.  Рис. 4а. Сверло спиральное с направляющим центром и подрезателем для обработки древесины и древесных материалов. |