Большой энциклопедический словарь
Брокгауза и Ефрона
|
|
|
|
источник статьи: Большой энциклопедический словарь Брокгауза и Ефрона |
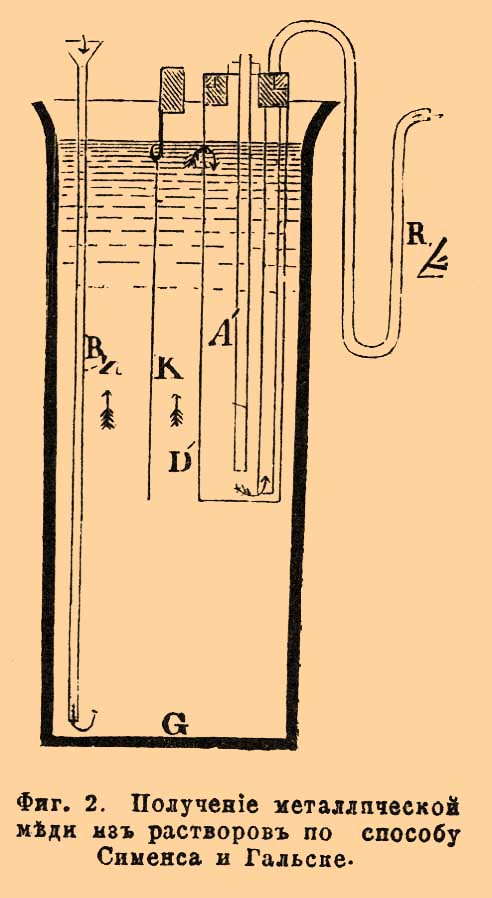
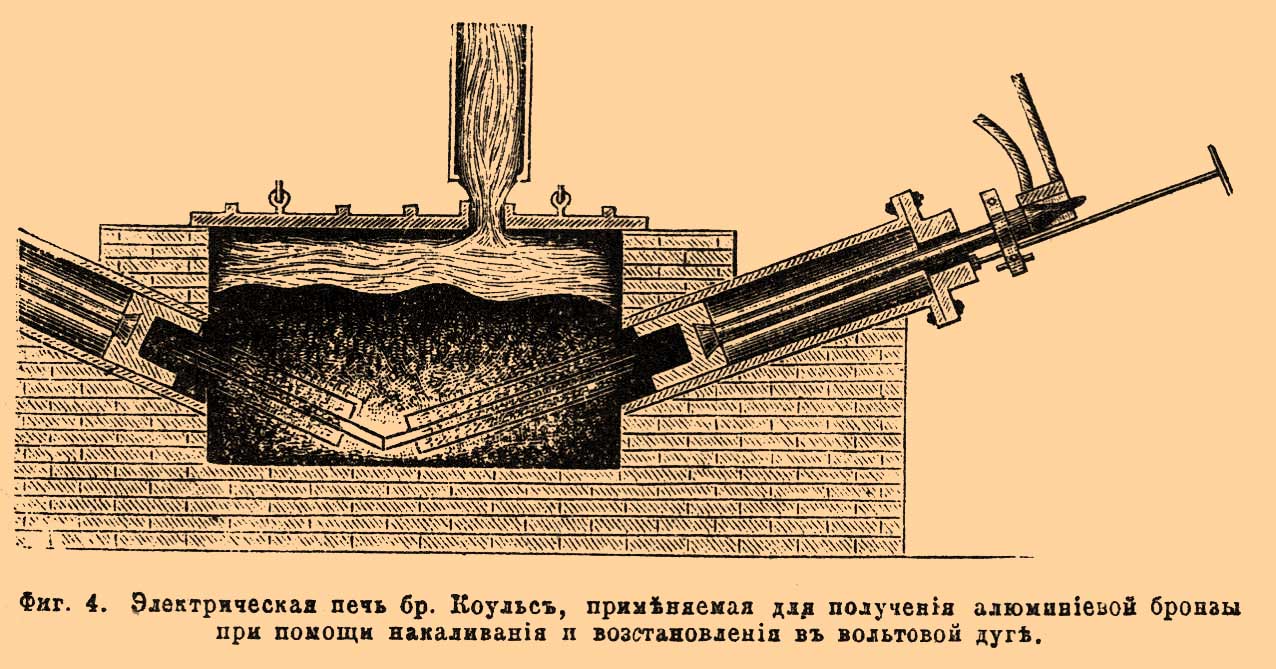
Гальванометаллургия(электрометаллургия) — искусство выделения металлов из солей, руд или сплавов и очистки металлов посредством электролитических и тепловых действий гальванического тока (см. это слово). Г. получила практическое применение и начала вытеснять обычные химические процессы металлургии лишь в самое последнее время благодаря появлению дешевых и промышленных источников тока — динамоэлектрических машин. Преимущества Г. перед химическими процессами состоят главным образом в чистоте получающихся продуктов и в дешевизне. Несмотря на значительное пока развитие Г., ей можно предсказать значительную будущность, особенно в России, обладающей громадными минеральными богатствами. Гальванометаллургические процессы заключаются: 1) в электролизе водных растворов металлических солей или металлических солей в расплавленном виде и 2) в применении высокой температуры вольтовой дуги к обыкновенным металлургическим процессам; наибольшее применение в Г. имеет электролиз солей. Для электролитического разложения (см. Электролиз) водного раствора соли необходимо, чтобы между двумя электродами, опущенными в него, существовала определенная разность потенциалов V, величина которой зависит от природы разлагаемой соли и которую, выраженную в вольтах, мы получим при разделении теплоты образования (см. Термохимия) разлагаемого соединения, выраженной в малых калориях (см. это слово), на число 23300. При электролизе на отрицательном полюсе (катоде) будет отлагаться металл, причем количество отлагающегося в единицу времени, например, секунду, металла будет прямо пропорционально силе тока А и получится в граммах в одну секунду по умножении силы тока, выраженной в амперах, на химический эквивалент металла и на число 0,00001035. На практике в Г. нельзя превосходить известной силы тока, если желательно получить плотное и не пористое отложение металла; предельная допустимая в известном разложении сила тока, находимая опытным путем, называется режимом процесса и выражается в амперах на квадратный метр электродов (плотность тока). Работу W, затраченную на отложение в течение t секунд известного количества металла, получим выраженной в лошадиных силах в час, если умножим разность потенциалов у электродов в вольтах на силу тока в амперах и на t и полученное число V х А х t разделим на 3600 и на 736. W = (V·А·t) /(3600· 736). На практике ввиду неизбежных потерь при преобразованиях энергии затраченную работу следует принимать на 15-20% больше. Электролиз расплавленных солей, применяемый при добывании в небольших количествах щелочных металлов, менее привился на практике; основания его те же, что вышесказанный, хотя процесс сам по себе немного сложнее. Вольтова дуга применяется главным образом для раскисления тугоплавких металлических окисей в присутствии углерода; применимость её обусловлена возможностью сконцентрировать при помощи дуги громадное количество тепла на небольшом количестве вещества (вольтова дуга, образованная током в А амперов при разности потенциалов в V вольт, выделяет в секунду 0,238 А·V малых калорий). В промышленной Г. этот способ применяется главным образом при добывании алюминия. В Г. для добывания тока применяются почти исключительно динамо-машины, приводимые в движение паровыми машинами или (довольно часто) водяными колесами или турбинами. Двигатель динамо-машины должен обладать достаточной равномерностью в скорости вращения, так как изменения её вызывают изменения в разности потенциалов у зажимов машины. Динамо-машина должна обладать следующими свойствами: 1) она должна у своих зажимов давать постоянную разность потенциалов независимо от силы внешнего тока и возможно менее подвергаться перемене полярности возбуждающих электромагнитов; этим условиям удовлетворяют главным образом динамо-машины (см. это слово) с параллельным возбуждением (шунт), а затем, хотя и менее, динамо-машины со сложным возбуждением (компаунд); 2) сопротивление якоря должно быть весьма незначительно ввиду необходимости получать сильные токи при небольшой разности потенциалов. Поэтому в подобных машинах часто обмотку якоря делают не из проволоки, а из соединенных между собой толстых медных брусьев. Динамо-машины, применяемые в Г., должны давать или весьма незначительную разность потенциалов (2-5 вольт), если ванны, в которых происходит разложение, соединены параллельно (см. Гальванические батареи), или более значительную (до 50 вольт), если ванны соединены последовательно; в первом случае применимы даже униполярные динамо-машины с небольшой скоростью вращения. Динамо-машины соединяются с сосудами, где происходит разложение, посредством неизолированных проводников из толстых медных брусьев или лент, проложенных на изоляторах вдоль помещения и величина сечения которых зависит от силы проходящего по ним тока; применяют обычно около 1 кв. мм сечения на каждый ампер проходящего тока. Оконечности проводников, опускаемые в ванны, соединяются с так называемыми электродами — положительным, или анодом, по которому ток входит в жидкость, и отрицательным, или катодом, по которому он из неё выходит. В качестве анода употребляется или материал (проводник), не подвергающийся действию разлагаемого раствора, или же он делается из того же металла, который должен выделиться на катоде. Последний же делается всегда из материала, не подвергающегося действию раствора, обычно из того же металла, который должен оседать на нем. Само разложение данного вещества производится в деревянных чанах, выложенных внутри свинцом, гуттаперчей или каким-либо не подвергающимся действию кислот составом. Важно (для достижения постоянства действия), чтобы жидкость в различных местах ванны имела приблизительно один и тот же состав, а между тем последний в силу разложения раствора постоянно меняется. Равномерность разлагаемого раствора достигается тем, что жидкость в чанах приводится в постоянное движение. Обычно число употребляемых в работу чанов значительно (40-60), и для лучшей циркуляции в них жидкости их устанавливают террасообразно и соединяют трубами друг с другом, так что из верхнего чана жидкость поступает (снизу) в следующий и т. д. В других случаях для получения однородного раствора в чанах жидкость в последних перемешивается вдуванием сжатого воздуха, выходящего из пробитых мелкими отверстиями труб, уложенных на дне чана. Устройство чанов и расположение в них электродов видно на прилагаемой фигуре 1, где А, А, А означают аноды. С, С, С — катоды; P — проводник, по которому ток входит в аноды, N — по которому выходит из катодов; Е — соединения анодов с проводником тока, J — катодов: Т и T трубы, по которым раствор входит и выходит из чана; В — перекладина, на которой находятся подставки, поддерживающие аноды; D — бруски, разделяющие электроды. Фиг. 1. План (вид сверху) расположения частей в ванне, служащей для получения металлов из растворов при действии гальванического тока. В добывании металлов гальваническим путем нужно отличать два приема: очищение нечистого металла, уже выделенного из руды, и собственно его получение из последней. Что касается первого случая, то гальванический способ прилагается главным образом к очищению сырой меди и отчасти свинца и цинка. [И в последнее время (Жуков, в Нижнем Новгороде) для очищения сырого никеля.] Гальваническое рафинирование сырой меди обычно производится над продуктом, уже значительно очищенным обычным металлургическим способом; но так как такая медь все еще содержит от 0,5-5% разных примесей, то дальнейшая очистка её гальваническим путем все-таки окупается, потому что, с одной стороны, в очень многих применениях, особенно в электротехнике, требуется совершенно чистая медь, а с другой стороны, те примеси, которые находятся в металлургической меди, при очистке последней гальваническим путем могут быть получены отдельно, а они имеют иногда значительную ценность, так как часто содержат немалое количество серебра, которое и может быть выделено из них обычными способами. В настоящее время имеется уже немало заводов, рафинирующих медь сказанным путем. Таковы учреждения Сименса и Гальске в Stefansh ü tte в Венгрии и Окере [Для получения чистой меди гальваническим путем Сименсом устроен завод в Закавказье.], завод Societ é des Cuivres de France в Eguilles, Norddeutsche Affinerie в Гамбурге, вырабатывающее до 7500 килограммов в сутки; небольшой, но образцовый завод Г. Ру в Марселе (250 кг в сутки); заводы Элькинтона и Эллиота в Бирмингеме и огромные заведения Больбана в Нью-Джерси Bridgeport Copper Сo в Коннектикуте в Североамериканских Штатах, вырабатывающие первый 10000 килограмм, а второй 17000 килограмм чистой меди в сутки. В России в 1890 г. основан К. Н. Жуковым и И. К. Николаевым первый русский электролитический завод в Нижнем Новгороде, одно из главных занятий которого состоит в рафинировании меди из обыкновенной штыковой меди, низкопробной меди кавказских и уральских заводов, медных ломов и опилок. За два года своего существования завод переработал таким образом около 12000 пудов чистой меди. Устройство всех подобных заводов очень сходно и в общих чертах уже описано выше, где речь шла об аппаратах, употребляемых в гальванометаллургии. Они состоят из ряда ванн, в которые вливается раствор (в 16-18° Боме) чистого медного купороса, подкисленный (50 граммов на 1 литр) серной кислотой. В этот раствор погружены электроды, состоящие из медных листов. Анод делается из очищаемой меди в виде пластинки в 5-10 см толщиной, 60-100 см длиной и 30-50 см шириной. Катоды изготавливаются в виде таких же пластинок, но из химически чистой меди и меньшей толщины (не более 5 мм). В каждую ванну опускается по нескольку пар таких пластинок, отстоящих друг от друга на 15-20 см. Через эти электроды вступает в раствор ток от динамо-машины, производящий разложение медного купороса, содержащегося в растворе, причем выделяющаяся медь осаждается на катоде, а взамен её поступает в раствор медь с анода. Режим меняется от 20 до 100 ампер на кв. м, что сооветствует осаждению слоя, толщиной от 0,001 до 0,01 мм в час. Растворяющиеся мало-помалу аноды заменяют свежими. Обычно они находятся в ванне от 2-3 месяцев. Все примеси, которые были в очищаемой меди, из которой изготовлены аноды, переходят в раствор или осаждаются в виде порошковидного ила, или шлама. В последнем часто содержатся весьма значительные количества серебра, которое и может быть извлечено обычными способами. Другие примеси, поступившие с анода в раствор, например железо, мало-помалу достигают в последнем такого содержания, что затрудняют дальнейшее осаждение меди на катоде и садятся на последний вместе с нею. Тогда медный раствор, служивший для разложения в ванне (бывший, как говорят, электролитом), должен быть заменен свежим. Из новейших способов рафинирования меди отличаются метод Тоферна ("Societ é des Cuivres de France"), представляющий тщательную детальную разработку обыкновенной электролитической очистки и оригинальный способ Эльмора (заводы в Кальвадосе во Франции). Эльмор (1891) осаждает медь на цилиндрических катодах, находящихся в постоянном вращении, и уплотняет ее нажимающими на цилиндры агатовыми вальками. Этот способ, допускающий чрезвычайно высокий режим (до 180 амп.), дает плотную медь в виде труб, из которых разрезанием и прокатыванием добываются пластины и проволока. Впрочем, электролитическое изготовление медных труб применялось уже значительно раньше в России Н. С. Федоровским, заведовавшим гальванопластическими мастерскими в Кронштадте и награжденным за свои изделия серебряной медалью на Парижской выставке. Выделение меди из сплавов, особенно латуни (67% меди, 33% цинка), также начало применяться в последнее время; так, на заводе Жукова в Нижнем Новгороде из мелких латунных ломов выделяют медь по способу Росвага в виде цементной массы, которую и подвергают дальнейшему рафинированию. Средняя стоимость очистки пуда меди в России по одному из указанных способов обходится от 35-70 коп. за пуд, что дает среднюю цену электролитической чистой меди в 12-13 руб. за пуд. Не менее важно и обширно производство, применяемое ныне для получения чистой меди гальваническим путем из роштейна (купферштейна) по способу Марчезе и из медных колчеданов по Сименсу и Гальске. По первому способу медная руда делится на две части: меньшая, треть всего, переплавляется по обычному способу на роштейн, из которого и отливаются плитки, служащие анодами. При их отливке в них вплавляют кусок медной проволоки или узкой пластинки, за который они подвешиваются к проводнику тока, вводимого в ванну. Размеры этих плиток обычно равны 80х80 см при 3 см толщины, и вес их, таким образом, доходит до 110 килограммов; в ванне они остаются до 8 месяцев. Роль катодов играют тонкие (до 0,3 мм) листы чистой меди, на которые и осаждается выделяемая током чистая медь. Когда слой осевшей на них меди достигнет до 5 мм, катоды вынимаются, обмываются, свертываются и поступают прямо в продажу. На их место в ванну помещают новые. Большая часть руды, взятой в работу, обжигается в печах Малетра или Герстенгофера с целью превращения сернистых соединений в растворимый сернокислые. Обожженая руда подвергается методическому выщелачиванию сначала чистой водой, а потом подкисленной серной кислотой. В полученном растворе находятся медный и железный купоросы; раствор этот вливается в ванны, где и подвергается разложению током; выделяющаяся медь осаждается, как сказано, на катодах. В то же время разъедаются и аноды (состоящие из роштейна, т. е. сернистых соединений железа и меди), при чем образуются соли железа и серная кислота, растворяющая могущее быть выделенным металлическое железо и тем препятствующая его осаждению на катоде. Раствор, находящийся в ваннах, содержит в среднем обычно 3% меди, а для сохранения одинаковой его концентрации в разных ваннах последние сообщаются трубами друг с другом и с резервуаром, где происходит выщелачивание обожженой руды, так что жидкость находится постоянно в циркуляции. Слишком переполненные железом растворы удаляются из цикла операций и заменяются свежими, а отслужившие, разъеденные аноды перерабатываются на серу и серную кислоту. По способу Марчезе работают заводы "Societa Anonima Italiana di Miniere" в Италии в Казарца, завод в Столльберге (Вестфалия) и у нас в России нижегородский электролитический завод, перерабатывающий довольно бедные (26% меди) купферштейны уральских Верх-Исетских заводов графини Стенбок-Фермор. Сравнительно с описанным способ Сименса и Гальске представляет значительные преимущества. Во-первых, в нем аноды употребляются из нерастворимого материала: свинца или, лучше, ретортного угля, а во-вторых, жидкость, разлагаемая на катоде, отделяется от той, которая окружает анод проницаемой перегородкой. Руда, содержащая сернистые соединения меди и железа, подвергается в печах Герстенгофера слабому обжиганию, после которого она оказывается состоящей из сернокислой меди, окиси меди, полусернистой меди и окиси железа. Сначала она подвергается выщелачиванию, и этот первый раствор разлагается в ваннах, устройство которых изображено на рис. 2. Фиг. 2 Получение металлической меди из растворов по способу Сименса и Гальске Раствор вливается через воронку R, поднимается вверх вдоль катода из тонкого листа чистой меди К, здесь из него действием тока выделяется на катоде часть меди; лишенный значительной доли последней, раствор проходит в камеру, где находится анод А. Здесь сернокислая закись железа и освободившаяся (от разложения медного купороса) серная кислота образуют сернокислую соль окиси железа: nH 2SO4 + 2CuSO4 + 4FeSO4 = 2Сu + 2Fe 2(SO4)3 + nH2SO4. Удельно более тяжелый раствор сернокислой окиси железа опускается на дно камеры и вытекает по трубам R' в чаны, где находится свежеобожженая руда. Приходя в соприкосновение с последней, раствор извлекает из неё медь, так как находящаяся в обожженой руде окись меди и полусернистая медь превращаются действием сернокислой окиси железа в сернокислую медь: nН 2SO4 + Сu 2S + 2Fe2(SO4)3 = 2CuSO4 + 4FeSO4 + S + nH2SO4. Обогащенный медью и потерявший сернокислую соль окиси железа (перешедшую в соль закиси, т. е. железный купорос) раствор снова поступает в электролитические ванны и подвергается прежнему процессу и т. д., пока он не насытится таким количеством посторонних веществ, что дальнейшее выделении меди будет уже сильно затруднено. Тогда старый раствор заменяется свежим. В последнее время (1889) Сименс и Гальске значительно изменили устройство ванн, сделав их гораздо более удобными для разных манипуляций. Гальваническое получение и очищение технически важных металлов применяется, как сказано, в широких размерах до сих пор только по отношению к меди. [И к отделению олова из жестяных обрезков.] Попытки применения этого способа к другим металлам не дали доселе практически важных результатов, так как такое производство оказывается в экономическом отношении невыгодным. Наиболее удовлетворительные результаты получены пока при выделении цинка и отчасти очищении свинца. В первом случае испробован на опыте главным образом способ Летранжа на его заводе в St. Denis. По этому способу цинковые руды перерабатываются так, чтобы содержащийся в них цинк перешел в растворенную в воде серноцинковую соль. Для этого серосодержащие цинковые руды (основная цинковая обманка) подвергают обжиганию, при чем сернистый цинк превращается в сернокислый; газообразные продукты обжигания, содержащие сернистую кислоту, пропускают над чистым или также обожженным галмеем (углекислый цинк), при чем последний тоже превращается (при последующем лежании на воздухе) в сернокислый цинк. Обработанные таким образом руды подвергаются выщелачиванию: сначала водой, а потом, при дальнейшем ходе всей операции, кислым раствором, остающимся в ваннах после гальванического выделения цинка. Полученный раствор сернокислого цинка вливают в ванны, где он и подвергается действию тока. Катоды делаются из латунных листов, а аноды из свинца или ретортного угля. Значительно отличается от этого способа способ, предложенный Блазом и Мист, представляющий теоретически многие преимущества и, кроме того, имеющий общее значение, так как по нему можно обрабатывать не только руды цинковые, но и свинцовые и медные. По Блазу и Мисту, все природные сернистые руды, надлежащим образом подготовленные, проводят электричество и потому могут быть взяты прямо в качестве анодов, если в состав электролизуемой жидкости, наливаемой в ванну, будет входить какая-либо кислота, способная разъедать то сернистое соединение, которое содержится в аноде. Подготовление руды состоит в том, что она сначала измельчается в зерна величиной в 5 мм и затем прессуется в закрытых стальных формах под давлением 1 0 0 атмосфер. После сдавливания формы с рудой нагреваются до 600° и быстро охлаждаются; тогда руда вынимается легко из форм в виде плиток, которые и помещают в ванны, подвешивая их к железным проводникам тока. Жидкость в ваннах готовится обычно для цинковых руд из раствора сернокислого, хлористого или азотнокислого цинка, а для свинцовых — из раствора азотнокислого свинца. В качестве катодов берут тонкие листы из того металла, который выделяют. Ток, проходящий в ванне, разлагает находящийся в ней раствор, металл осаждается на катоде, а освободившаяся кислота разъедает аноды и растворяет находящийся в них металл, так что состав ванны почти не меняется и приходится возобновлять только аноды по мере их растворения. Способ Блаза и Миста имеет преимущественное значение в тех случаях, когда руды содержат примесь благородных металлов, которые и остаются в разъеденных анодах или шламе от них и, таким образом, могут быть выделены, что может значительно повлиять на выгодность всего производства. Такое же значение имеет способ очистки свинца по Кейту, практикуемый в Североамериканских Соединенных Штатах, а отчасти также в Германии, состоящий в рафинировании выплавленного серебросодержащего свинца (0,5% Ag) в ванне из раствора сернокислого свинца и уксуснокислого натра. Олово добывается на Нижегородском электролитическом заводе рядом с сурьмой при разложении баббитных (особого рода легкоплавких) сплавов, а также из не имеющих ценности, но содержащих 3-5% олова обрезков белой жести и белого железа. На этом же заводе выделяется по собственному способу чистый никель из никелистого чугуна Ревдинских заводов насл. Пермикина. Кроме описанных способов было предложено и постоянно предлагается множество других, как по отношению к вышеуказанным металлам, так и по отношению к другим; но практика относительно их не дала пока сколько-нибудь достоверных отзывов, и потому мы обходим их молчанием, отсылая желающих ознакомиться с ними к специальным сочинениям, приведенным ниже, а теперь рассмотрим еще комбинированные способы получения металлов электрическим путем и путем химическим (восстановлением с помощью вольтовой дуги). В настоящее время эти способы сводятся почти исключительно к добыванию алюминия и некоторых его сплавов. Что касается получения чистого алюминия, то в настоящее время наиболее распространен способ Геру (Heroult-Kiliani), по которому добывается этот металл в Нейгаузене, в Швейцарии, на фабрике Aluminium-Industrie-Actien-Gesellschaft, и около Гренобля во Франции. Материалом для получения алюминия служит криолит (двойная соль фтористого алюминия и натрия, Al 2El6 ·6NaFl) и водная окись алюминия. Разложение этих веществ ведется током высокой напряженности (вольтовой дугой) в тигле, сделанном из угля и окруженном чугунной обкладкой. Часть дна этого тигля делается из металла (меди или алюминия) и служит катодом (фиг. 3). Фиг. 3. Прибор для получения алюминия из криолита и глинозема при действии сильного гальванического тока. Анод изготавливается из угольного цилиндра и по желанию может подниматься и опускаться. В тигель насыпают криолита и по мере его плавления добавляют окиси алюминия. Через 24 часа в тигле, имеющем в диаметре 0,6 м и в глубину столько же, получается при токе в 1300 ампер при 50 вольтах до 20 килограммов алюминия, который и выпускается через отверстие сбоку тигля. Полученный таким образом продукт содержит 97,5% Al и 0,6% Fe. Из других способов, основанных также на разложении криолита, упомянем о способе Мине, по-видимому , обещающем дать довольно удовлетворительные результаты, но на практике еще не испробованном в сколько-нибудь значительных размерах. Гораздо более важное значение в технике получил способ изготовления электрическим путем сплавов алюминия с другими металлами, главным образом с медью и железом. Способ этот разработан братьями Коульс и применен ими в больших размерах на фабриках в Локпорте около Нью-Йорка и Сток-о-Тренте (в Англии) для получения алюминиево-медной бронзы и алюминистого железа. Операция в обоих случаях ведется одинаково, меняется только состав засыпи, помещаемой в печь. При изготовлении сплавов алюминия с медью берут смеси из мелкотолченого корунда (15 кг дешевого ныне наждачного ископаемого), медных стружек (30 кг) и угля или кокса (12,5 кг), медных стружек (30 кг) и остатков от предыдущей плавки (42 кг). Смесь эта вносится в печь, в которую предварительно насыпают нетолстым слоем уголь, смоченный известковым молоком. Оконечности электродов, входящих в печь, обсыпают обломками ретортного угля и затем засыпают разлагаемую смесь, которая сверху покрывается слоем угля. Печь (фиг. 4) состоит из камеры (длиной в 1,4 м, шириной в 0,6 м и глубиной в 0,5 м), сделанной из огнеупорной глины и закрываемой сверху чугунной плитой с отверстием, через которое удаляются из печи горючие газы по трубе, видимой на рисунке. Фиг. 4. Электрическая печь братьев Коульс, применяемая для получения алюминиевой бронзы при помощи накаливания и восстановления в вольтовой дуге. Сбоку в печи имеются отверстия, через которые входят в нее под углом чугунные трубы, в которых находятся электроды. Последние делаются из угольных цилиндров, к которым приделаны металлические накладки, соединенные, в свою очередь, с металлическими же прутьями; последние с помощью винта могут быть вдвигаемы и выдвигаемы из печи. Ток входит в электроды от динамо-машины по проводнику. Несколько таких печей устанавливаются рядом в общем помещении. Когда засыпь в печи сделана, пропускают в нее ток, который и начинает действовать: происходит выделение водяных паров и горючих газов и затем плавка и разложение взятой смеси. По прошествии 1-2 часов вся операция закончена. Печи дают остыть, ее разгружают, вынимают полученную бронзу и судят по излому о содержании в ней алюминия. Обычно получают продукт с 15-17% последнего, но его сплавляют затем с новым количеством меди, чтобы получить требуемый практикой сплав с содержанием в 10% алюминия. Употребляются также сплавы с содержанием последнего в 1,25, 2,5, 5,0 и 7,5%. Сплавленную массу отливают в болванки весом в 5-6 кг, в виде которых бронза и поступает в продажу. Таким образом, в способе Коульса ток служит исключительно для сильного нагревания криолита в вольтовой дуге с целью разложить его действием тепла. Ср. Borchers, "Electrometallurgie" (1891); Ponthi ère, "Traité d'electrometallurgie" (2 изд., 1891); Balling, "Grundriss der Elektrometallurgie" (1888; есть русский перевод); Кадиа и Дюбост, "Практическое руководство к применению электричества к промышленности" (2 изд., 1890); Gore, "The Electrolytic epavoration of Metals" (1890); H. Fontaine, "L'electrolyse" (2 изд., 1892). И. И. Канонников. |